




























State Key Laboratory of Applied Optics, Changchun Institute of Optical Precision Machinery and Physics, Chinese Academy of Sciences, China
Institute of Tribology, School of Mechanical Engineering, Southwest Jiaotong University
Shaanxi University of Science and Technology, College of Electromechanical Engineering
When it comes to high-performance engineering materials, polyether ether ketone (PEEK) materials have been a popular choice among researchers and engineers. Their exceptional resistance to high temperatures, chemicals and mechanical strength have made them highly prized for use in aerospace, medical, automotive and other applications. However, the widespread use of PEEK has also been accompanied by a continuous search for manufacturing methods to meet different industrial needs.
Over the past few years, 3D printing technology has emerged as a powerful tool for improving the processing of high-performance engineering materials. Fused deposition modeling (FFF), in particular, has opened up entirely new opportunities for the application of PEEK materials. However, achieving optimal performance of FFF-fabricated PEEK materials requires an in-depth study of the relationship between material properties and printing parameters.
The following section explores the potential impact of different FFF printing parameters, such as grating angle, on the properties and structure of PEEK materials in the study. The goal is to gain a deeper understanding of the performance of PEEK in FFF "smart" manufacturing and to provide more references and guidance for its application in the industrial field. By comprehensively analyzing the synergies between the Apium P220 3D printer and PEEK materials, we can better understand the potential of this field and open up new possibilities for future applications of high-performance engineering materials.
Apium P220 is a FFF device designed for 3D printing of high-performance materials, and the related printing parameters are shown in Table 1.The device can adapt to the high melting point of PEEK and realize precision printing. By optimizing the printing parameters, it is expected to further enhance the performance of PEEK implants and provide new possibilities for future high-performance engineering material applications.
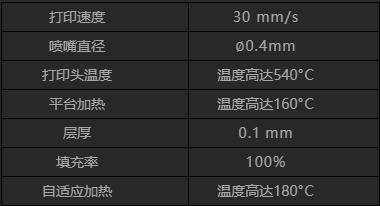
Table 1, Apium P220 FFF printing parameters
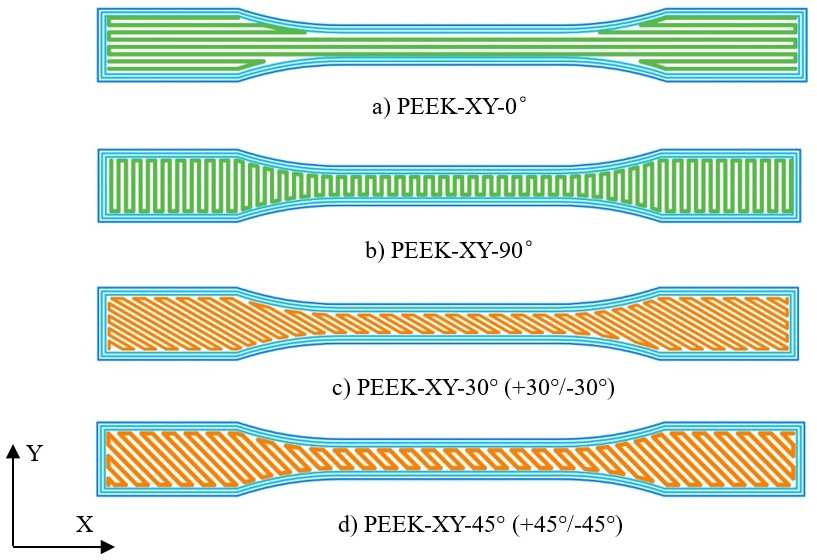
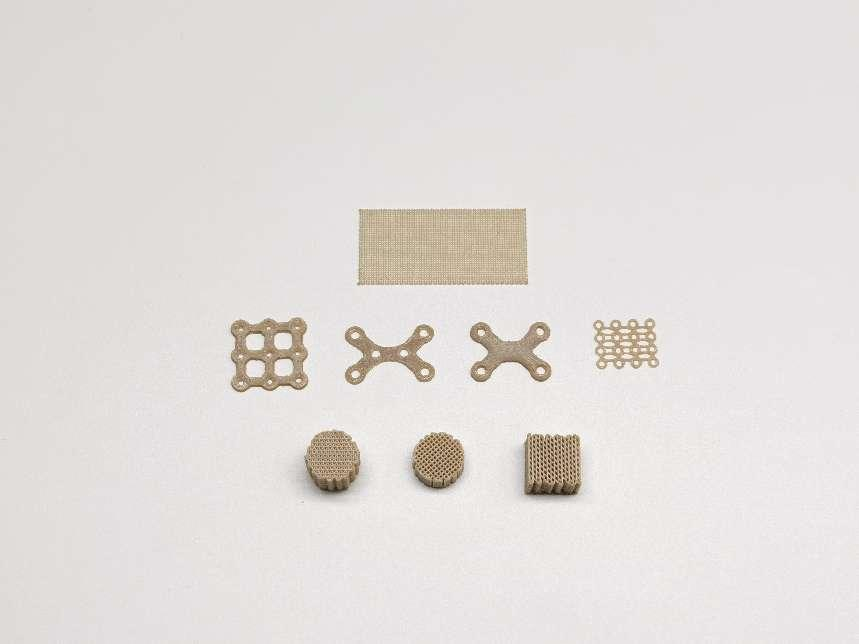
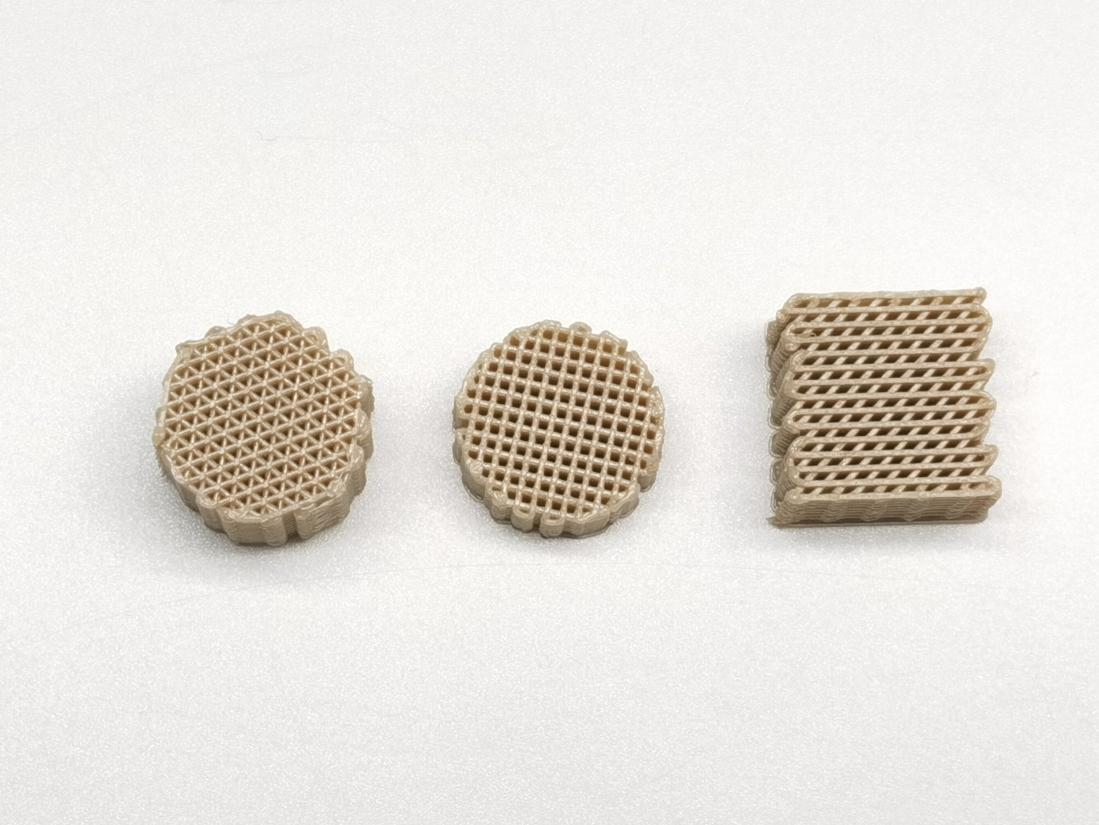
Fig. 1, Schematic diagram of the print path for different grating angles of the stretched sample
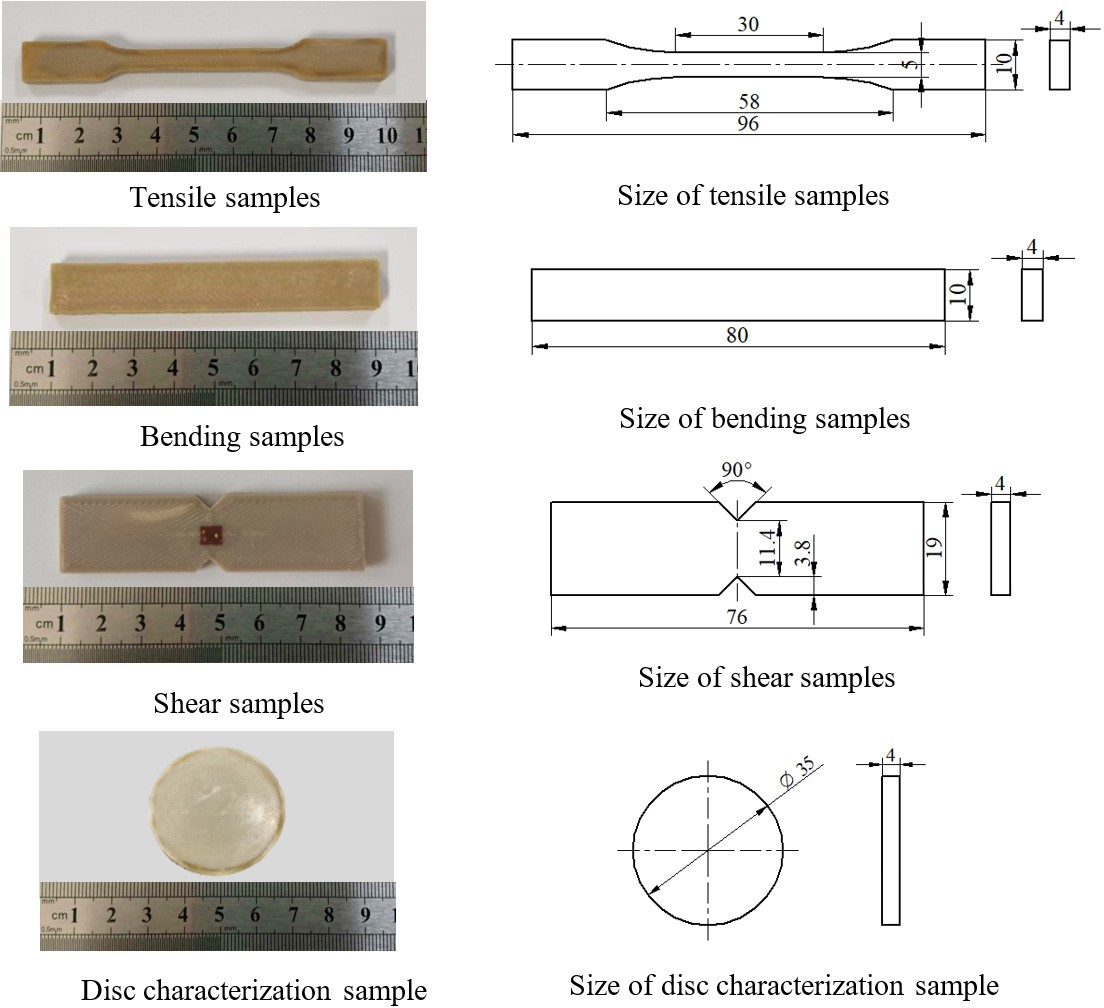
A 0° raster angle indicates printing in the horizontal direction X, a 90° raster angle indicates printing in the vertical direction Y. A 30° raster angle is a +30°/-30° cross print, a 45° raster angle is similarly defined. The sample profile consists of three filaments approximately 1.2mm wide with 100% internal fill. The final sample was accurate to 0.1mm of the design dimensions. the sample shape was designed to conform to the standard (ISO 527-2) for comparison with industrial PEEK, as shown in Figure 2.
Grating angle does not affect the microstructure of PEEK
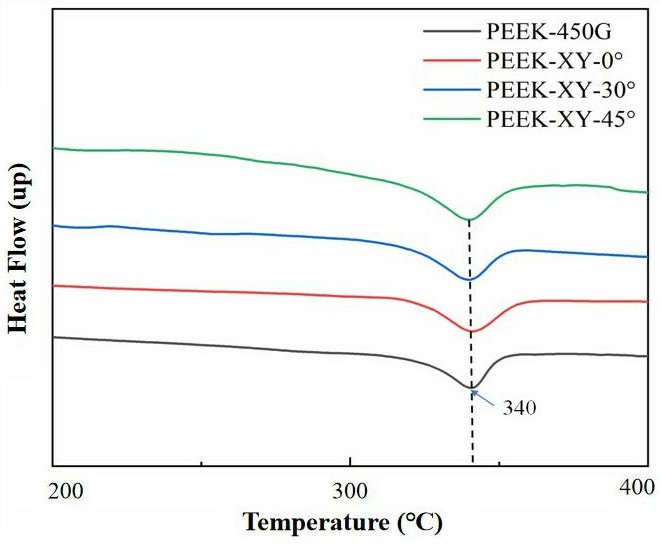
PEEK samples printed with different grating angles using the P220 platform were comprehensively tested and analyzed to evaluate the effect of grating angle on the properties of PEEK.The XRD and DSC results showed that the FFF process did not change the crystalline structure and thermal properties of PEEK as compared to the industrial PEEK 450G, as shown in Figures 3 and 4. This proves that the grating angle does not affect the microstructure of PEEK.
Different grating angles affect the surface characteristics of PEEK. Tests found that the FFF printing process made the PEEK surface more hydrophilic and reduced the surface hardness compared to injection molded PEEK 450G, as shown in Figure 5 and the results in Table 2.
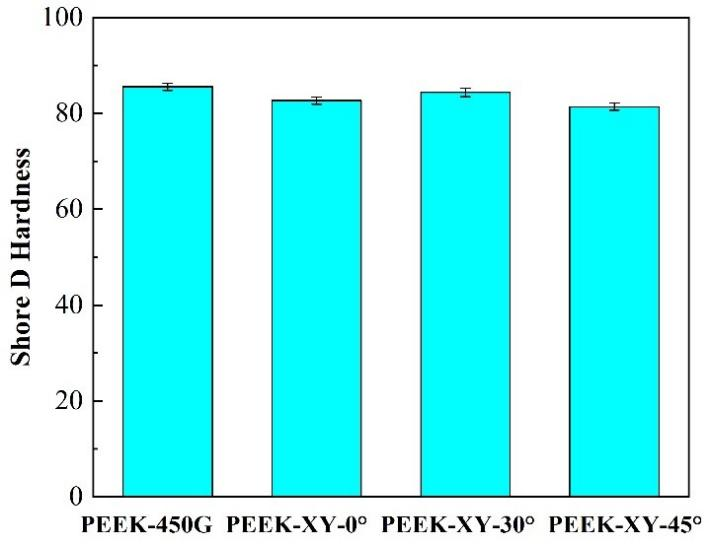
Figure 5. Surface hardness of PEEK parts made from PEEK 450G and FFF.

Table 2, Obtained I1146/I1598 band ratio
30° grating angle samples are the most hydrophilic
In addition, contact angle measurements showed that the 30° grating angle samples were the most hydrophilic, favoring cell attachment after implantation, as shown in Figure 6.
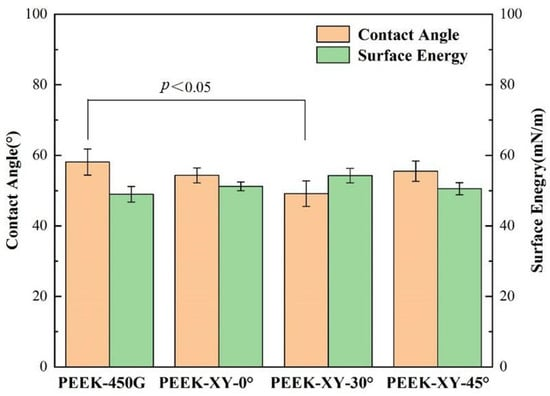
Figure 6: Contact angle and surface energy of PEEK parts made from PEEK 450G and FFF.
In terms of mechanical properties, tensile tests were performed to evaluate the tensile strength of PEEK at different grating angles, and the results are shown in Figure 7.
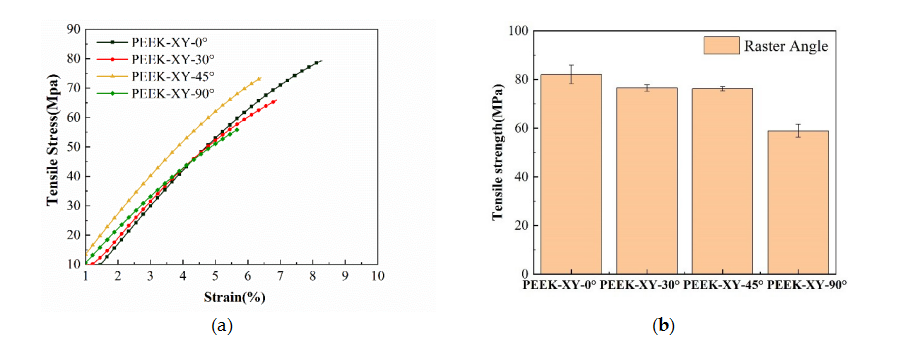
Fig. 7, Stretching behavior at different raster angles
(a) Tensile stress-strain curve; (b) Average tensile strength for different grating angles.
The 0° grating angle samples had the highest tensile strength, reaching 82% of that of the injection-molded PEEK 450 G. SEM observed that all samples exhibited laminar fracture properties, as shown in Figure 8.
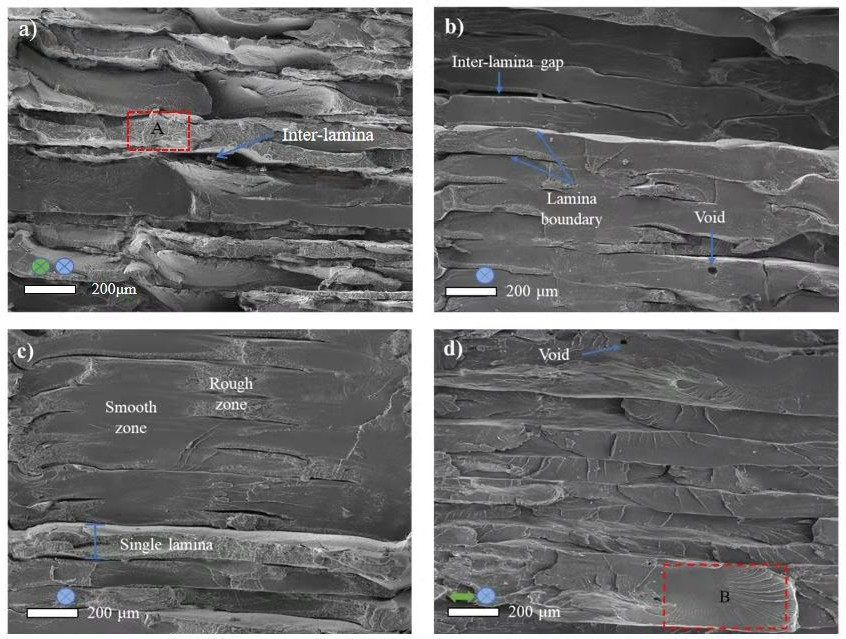
Figure 8, SEM picture of the cross-section of the fractured tensile specimen
Detailed analysis
Detailed analysis shows that the main fracture mechanisms are related to interlayer bonding and internal voids, as shown in Figure 9.
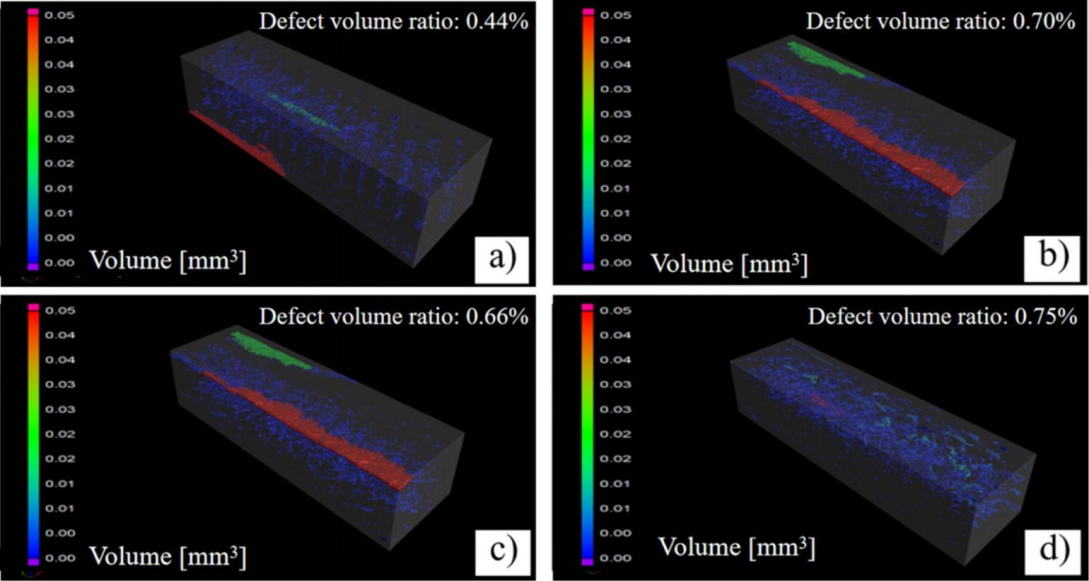
Figure 10, Micro-CT scans of standard cross sections of tensile specimens with different grating angles
Using an Apium P220 3D printer, the study investigated the effect of different grating angles on the mechanical properties of PEEK by combining all the above figures and data. The results showed that the PEEK samples with 30° grating angle exhibited the best overall mechanical properties compared to the other groups, with tensile, flexural and shear strengths of 76.5 MPa, 149.7 MPa and 55.5 MPa, respectively.This was attributed to the fact that the 30° grating angle provided optimal consistency between the printing direction and the loading direction.
In contrast, 0° and 90° grating angles resulted in varying decreases in tensile and flexural strengths. 90° grating angle samples had a flexural strength of only 86.0 MPa. this is due to the fact that the PEEK samples exhibit delamination, with the maximum sustained force being along the direction of the print. 45° grating angle was slightly inferior to the 30° performance. This suggests that optimization of the grating angle is essential to improve the mechanical properties of PEEK.
The main fracture mechanism of PEEK during FFF printing was related to internal voids.CT scans revealed that all samples had some internal voids, but the samples with 30° raster angle had the smallest void volume content (0.44%). Accordingly, the 30° grating angle significantly reduced the stress concentration effect.
As shown in the study, optimizing the grating angle with the Apium P220 FFF printer significantly improves the mechanical properties of the PEEK material, making it more suitable for applications such as customized orthopedic implants, and providing an important reference for process optimization of FFF-PEEK.

The Apium P220, designed for high temperature PEEK printing, features an integrated closed-loop thermal control system that monitors and stabilizes the extrusion temperature in real time, ensuring the continuous stability of the printing process. In addition, the P220 is equipped with a 0.05mm high-precision positioning system, which not only precisely controls the printing accuracy, but also ensures a highly repeatable process of preparing PEEK samples with different grating angles, providing a trustworthy basis for subsequent testing. The support of an intelligent software platform makes it possible to monitor and optimize the whole process from design optimization, program slicing to printing and molding, which significantly improves the molding quality and mechanical properties of FFF-PEEK. Together, these features enable the Apium P220 to deliver outstanding performance and reliability in the field of high-temperature PEEK printing.
This study provides a valuable reference for optimizing 3D printing of PEEK implants. Future work will explore post-processing such as hot pressing methods to further enhance the mechanical properties of PEEK. In addition, in vivo and in vitro experiments need to be carried out to fully evaluate the biosafety of FFF-PEEK. Overall, optimization of the FFF process parameters is expected to enable the large-scale production and application of PEEK personalized implants.
It is necessary to optimize the printing process of PEEK material. Reasonable adjustment of key parameters such as printing temperature, bed temperature, grating angle, filling rate, etc. can bring out the performance of PEEK to a greater extent to meet the diversified needs of different fields. Notably, the Apium P220 3D printer plays a crucial role in this optimization process. Its excellent high-temperature performance, sophisticated control system and adjustable parameters provide reliable technical support for the successful application of high-performance materials such as PEEK.
The Apium P220 3D printer is an advanced device designed for high-performance polyether ether ketone (PEEK) materials with promising applications. By continuously improving the printing process and parameters, Jinting Technology is confident to further help realize the potential of PEEK materials to meet the growing demand for high-performance materials in the engineering field, and to provide viable technological solutions for innovative applications in the medical, aerospace and other fields.
References:
The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles.DOI:10.3390/14010077
 Home
Home Telephone
Telephone Message
Message







