



























The Leoben University of Mines and the Medical University of Graz have conducted a joint study on the manufacture of polyether ether ketone (PEEK) cranial implants. The study concluded that PEEK is widely regarded as the "gold standard" material for post-traumatic cranial reconstructive surgery due to its excellent biocompatibility and mechanical properties.PEEK has mechanical strength comparable to that of skull bone, withstands autoclaving, and is biologically inert and non-hygroscopic. In addition, PEEK is translucent on X-rays, allowing for imaging by CT and MRI, breaking through the limitations of metal implants.PEEK implants can be easily shaped and polished, restoring patient aesthetics and improving surgical satisfaction.
Currently, the manufacturing cycle of PEEK implants is long and costly, and the use of additive manufacturing (AM) technology can realize high degree of freedom design, reduce the number of process steps, and shorten the supply chain, among which the FFF technology has attracted a lot of attention due to its ease of operation and low cost. However, there are many challenges in the FFF process, and the intrinsic relationship between the key process parameters and the performance of PEEK implants is still unclear, and the appropriate process solutions still need to be explored. Existing studies have mainly focused on PEEK mechanical test samples, with less consideration of clinical application requirements. Therefore, the research team believes that it is necessary to systematically evaluate the effects of different FFF process parameters on the mechanical integrity, print quality, and manufacturing cycle time of PEEK implants, to find an adaptable process solution that takes into account the performance of the implant and the production efficiency, and to promote the standardization and normalization of the FFF technology for the manufacturing of PEEK implants.
▍Into Research
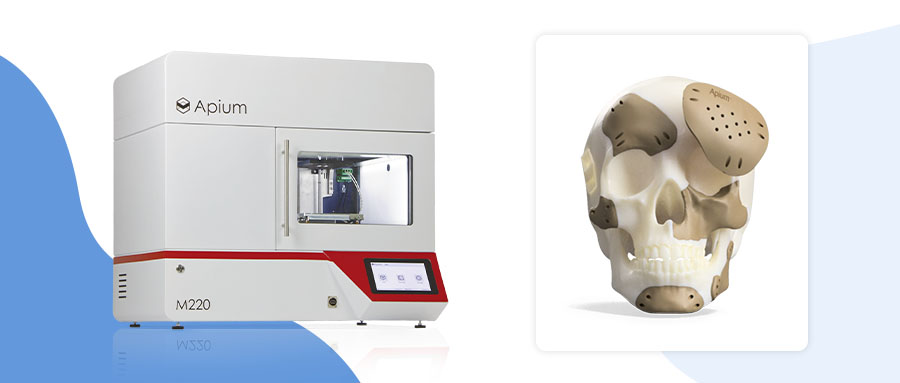
An Apium M220 3D printer was used in the study to systematically evaluate the effect of different process parameters on the performance of PEEK implants.

▍Research
1、Horizontally printed (180° build direction) PSCI had the best mechanical properties, e.g., the maximum impact FM of the 180° T5 sample was up to 2.4 kN, which is close to the 2.2 kN of the machined implant; however, it had a poorer surface quality with a higher degree of corrugation (Figs. 5 and 6).
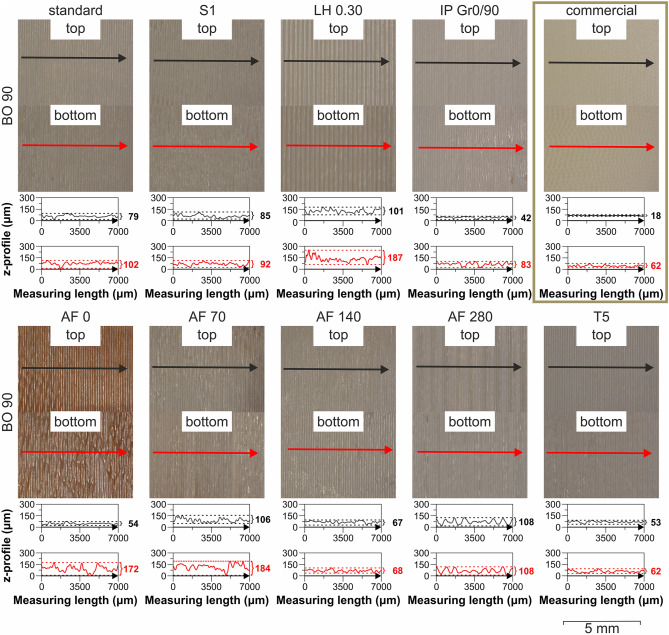
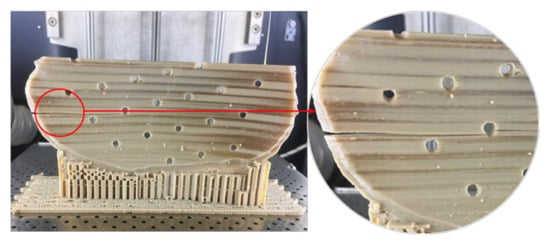
Figure 5. Microscopic images of the apical and bottom surfaces of a representative PEEK PSCI in the 90 (BO 90) build orientation, as well as an image of a milled implant (top right) at 40x magnification. The waviness profiles of the top (black) and bottom (red) surfaces of the implant along the length of the measurements shown are given below the images.
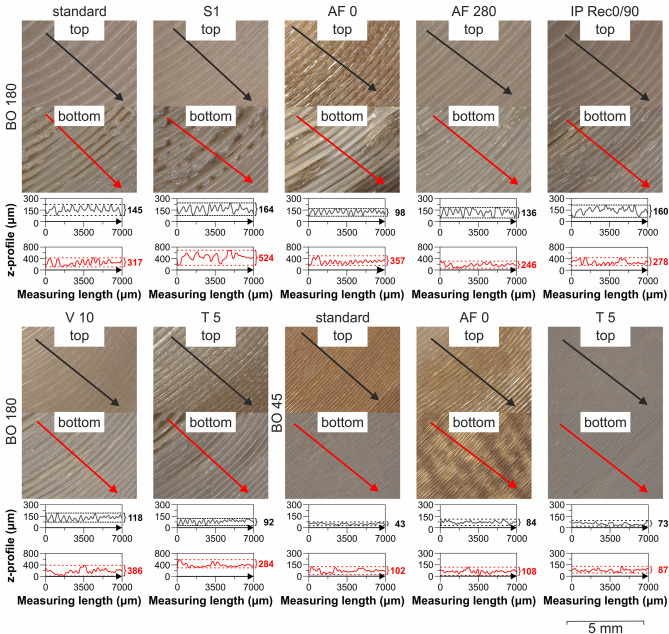
Figure 6. Representative microscopic images of the upper and lower surfaces of PEEK PSCI, printed in 180 (BO 180) and 45 (BO 45) build orientations, at a magnification of 40. The waviness profiles of the implanted surfaces along the top (black) and bottom (red) surfaces showing the measured lengths are given below the images.
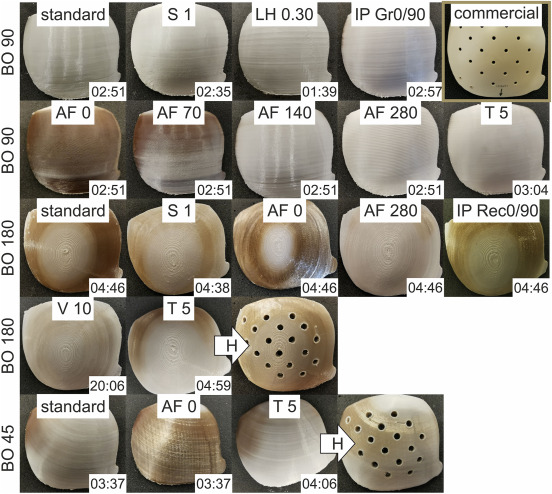
2、Upright printed (90° build direction) PSCI had the best surface quality and the most uniform color distribution (Fig. 2); however, the mechanical properties were weaker, with a maximum impact FM of only 1.1 kN, and the total absorbed energy ET was also lower.
3、The data in the study showed that the maximum impact force FM of the machined implant was 2.2 kN and the total absorbed energy ET was 3.5 J (Figure 1).
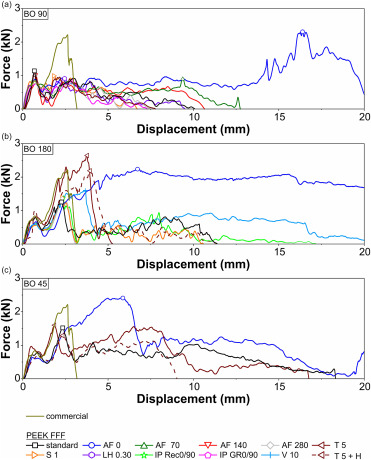
Figure 1.Representative force-displacement curves derived from impact testing of PEEK PSCIs fabricated with different print profiles compared to machined implants.
4、The higher the gas flow temperature, the more homogeneous the color of the samples and the higher the degree of crystallinity (Fig. 3), which is related to the reduction of amorphous regions. At a gas flow temperature of 0°C, the samples showed a large number of brown amorphous regions.
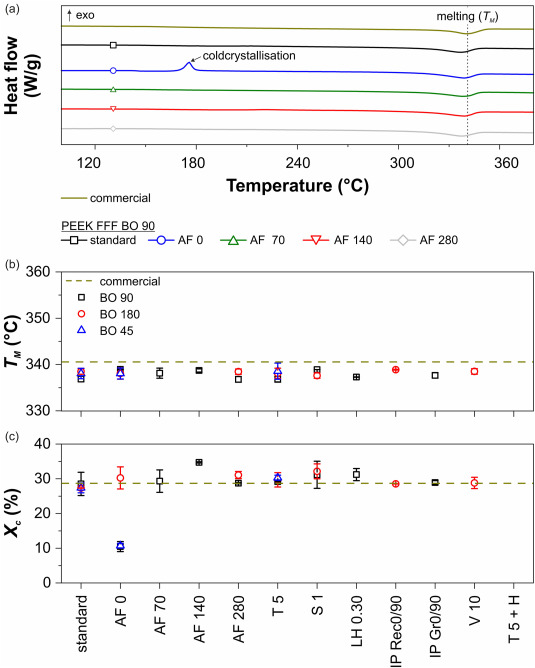
Figure 3. Representative DSC curves of machined PEEK compared to 3D printed PEEK at a build orientation (BO) of 90 and different airflow temperatures (AF) (a). Melting temperature (TM) (b) (c) and crystallinity (Xc) (c) for all analyzed print curves and machined implants (mean and standard deviation for n = 2 for each group).
The combination of mechanical properties and surface quality showed better performance in the 180° build direction, but poorer surface quality. Determination of a more optimal process solution still requires a trade-off between performance and quality.
5、Optimized parameter test: PEEK implants printed with optimized parameters (180° build direction, 210°C airflow temperature, 0.15 mm layer thickness, as in Fig. 4) had a maximum impact force of up to 2.4 kN, which was close to the 2.2 kN of the machined sample; the color uniformity was significantly improved, and the crystallinity reached 34.5, which was 11% better than that of the sample with non-optimized parameters.
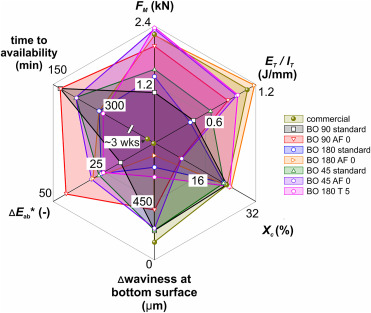
Figure. 4. Comparison of FFF and machined PEEK cranial implants in terms of mechanical integrity (relationship between maximum impact force - FM, total absorbed energy - ET, and displacement until failure - lT), implant quality (degree of crystallinity - Xc, underside corrugation span, and degree of discoloration ΔEab∗ ), and usability time. Three different build orientations (BO) at two different airflow temperatures (AF) are shown (standard = AF 210). In addition, a 5 mm thick (T 5) BO 180 implant is shown, which is the best match in terms of mechanical properties to the machined implant.
On the contrary, under non-optimized parameters (90° build orientation, no heating), the printed samples had a maximum impact force of only 1.3 kN, non-uniform color, 11% crystallinity, and overall lower performance than the optimized parameter samples. This suggests that the optimized printing parameters of the FFF technique resulted in better performing PEEK implants.
▍Effect of different process parameters on the properties of PEEK implants
1、The build orientation had a significant effect on the mechanical properties and surface quality of the implants. When 180° horizontal orientation was used for printing, the maximum impact force was up to 2.4 kN (Fig. 1b), which was close to the level of 2.2 kN for machined implants, showing better mechanical properties. However, as seen from the surface morphology, the horizontally printed samples were more corrugated (Figs. 5 and 6), and the surface quality needs to be improved.
2、Elevating the airflow temperature significantly improves the color uniformity (Fig. 2) and crystallinity (Fig. 3c) of the samples, with crystallinity up to 34.5% at 210°C airflow temperature. This is related to the airflow assistance, which slows down the cooling rate, prolongs the crystallization time, and inhibits the generation of amorphous regions.
3、Combining all the performance indicators, the use of 180° build direction, 210°C airflow temperature, and 0.15 mm layer thickness can achieve superior implant print quality (Figure 4). However, since the surface quality can still be optimized, the combination of carbonization parameters needs to be continued to be investigated in order to achieve an optimal printing solution that ensures both mechanical integrity and excellent surface morphology.
▍Application Prospects
Combining the above data, the study systematically evaluated the effects of printing parameters of FFF technology on the mechanical properties, print quality and fabrication time of PEEK cranial implants. It was found that the FFF technology resulted in the formation of a special anisotropic texture on the surface of PEEK implants, which not only improved cell attachment and proliferation, but also increased the implant's ability to control the rupture path, which was helpful to avoid secondary damage to soft tissues and bones after implant rupture.
PEEK is an implant material with excellent biocompatibility and mechanical properties, and the printing of PEEK implants with FFF technology offers the overall advantages of manufacturing flexibility, customization and short delivery times. Although further optimization is needed to find more suitable printing parameters, the combination of PEEK material and FFF technology shows great potential for implant manufacturing. Apium M220 is looking forward to working with you to optimize the print parameters in subsequent studies, taking into account the influence of different implant shapes on the optimal parameters, in order to find a universal solution that meets the biological and mechanical performance requirements, while also providing manufacturing efficiencies.
Bibliography:Material extrusion-based additive manufacturing of polyetheretherketone cranial implants: Mechanical performance and print qualityReconstruction.DOI:10.1016/j.jmrt.2022.11.143
 Home
Home Telephone
Telephone Message
Message







